
1程序啟動程序啟動
雙機程序圖標

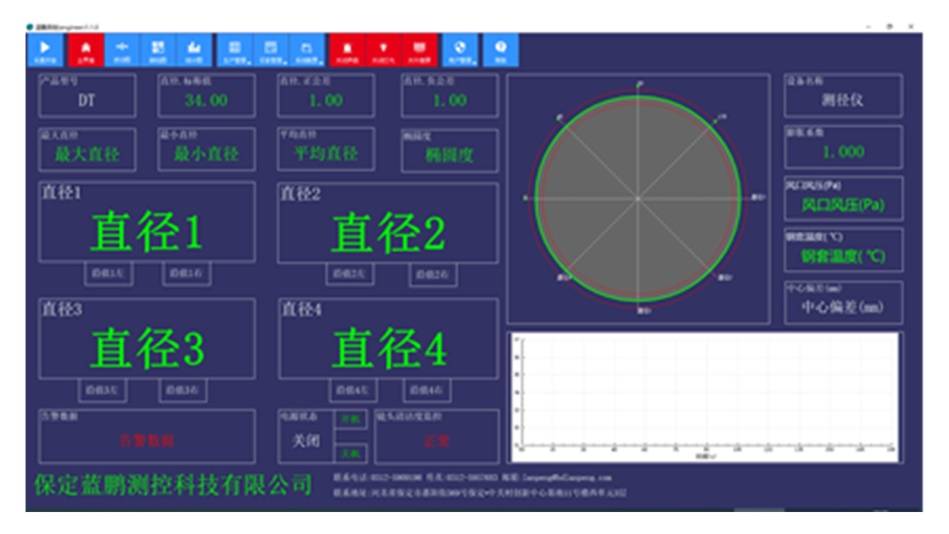
啟動后的頁面如下:
2產品型號配置
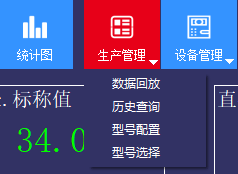
(1)點擊菜單“產品參數”按鈕,在下拉菜單中選擇“產品型號配置”選項。

(2)單擊“產品型號配置”出現產品型號配置界面。
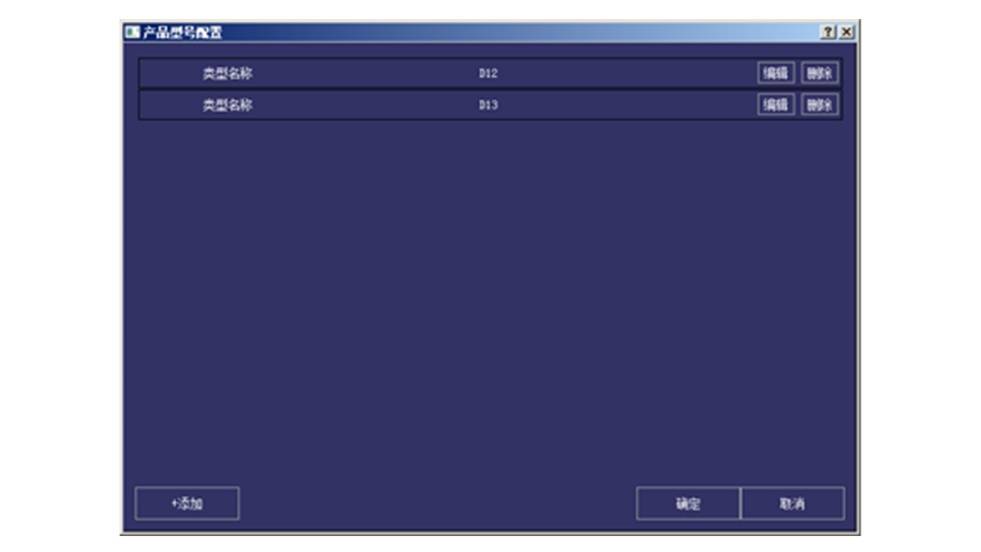
(3)點擊左下角“+添加”按鈕,彈出“產品型號配置”。 首先要選擇“截面類型”,如下圖。
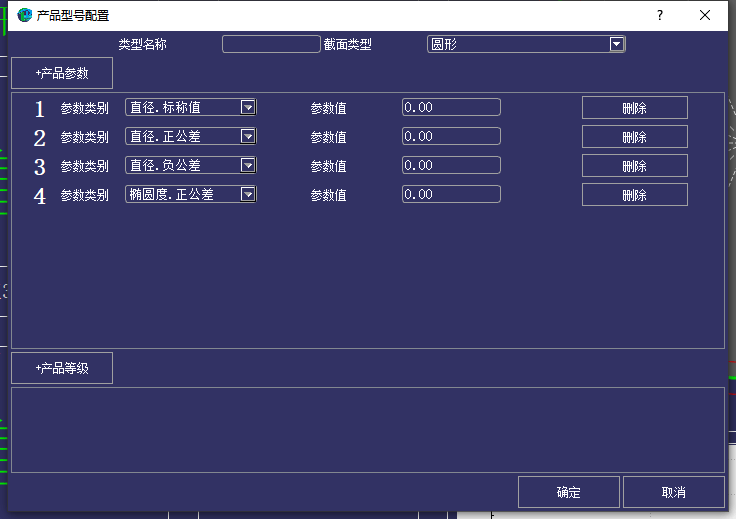
這里選擇“圓鋼”。
(4)舉例說明,如需要增加一個產品型號為“D20”的圓鋼鋼鋼種,其規格如下:
直徑標稱值:20.0mm(以下不做特殊說明,所有單位默認為mm),合格范圍在19.9~20.2 。
橢圓度標稱值0.05,合格范圍0~0.05。
鋼種為“steel”,批號為“1”。
具體操作如下
1)截面類型選擇“圓鋼”
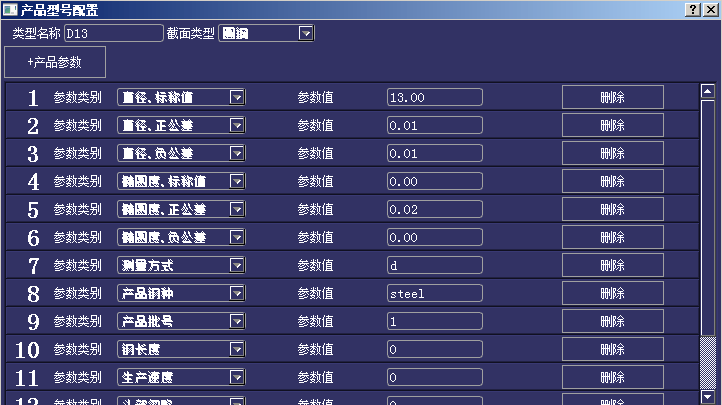
2)在“類型名稱”中輸入測量鋼種的名稱代號,如“D20”
3)在參數類別“直徑.標稱值”中輸入參數值20.0;
在參數類別“直徑.正公差”中輸入參數值0.2;
在參數類別“直徑.負公差”中輸入參數值0.1。
如圖所示:
注: 正負公差值都是正數。
合格范圍內最大值是:直徑.標稱值+直徑.正公差
合格范圍內最小值是:直徑.標稱值-直徑.負公差
直徑、橢圓度設置方法相同。
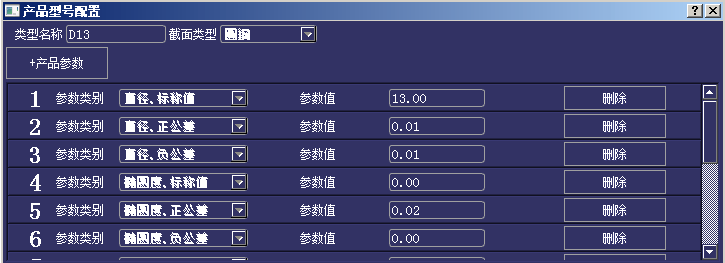
4)在參數類別“橢圓度.標稱值”中輸入參數值0.00;
在參數類別“橢圓度.正公差”中輸入參數值0.05;
在參數類別“橢圓度.負公差”中輸入參數值0.0。
5)在參數類別“產品批號”輸入參數值“1”。
6)在參數類別“產品鋼種”輸入參數值“steel”.
7)在參數類別“軸膨脹系數”輸入參數值膨脹系數。如果不增加此項,默認為“1”。
注:涉及采集鋼溫膨脹系數動態設定,可參附頁。
設置完畢后,如下圖所示:
注:“刪除”是刪除該項對應的參數類別。
8)操作完成后,點擊右下角“確定”按鈕,即可保存本型號的設置、并退出。重新返回到產品型號配置界面。
配置的型號已經顯示在“產品型號配置”框內。
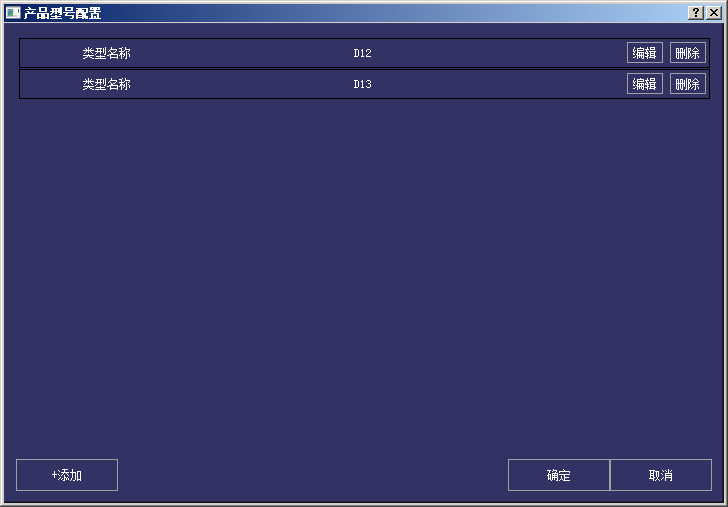
“刪除”按鈕,刪除已有的對應行的產品型號。
“編輯”按鈕,可以對已有的型號進行修改。
“+添加”按鈕,繼續增加產品型號。
“確定”保存操作并退出
3產品型號選擇
主界面點擊 “產品參數”按鈕,在下拉菜單中選擇“選擇產品型號”選項。
點擊“選擇產品型號”后,界面如圖
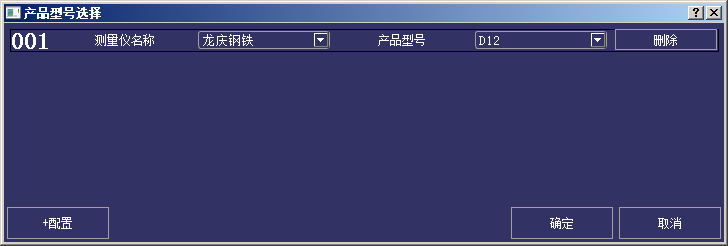
剛才配置的型號已經出現在選項里(新增型號時,點擊“+配置”鈕,使其刷新顯現)。
點擊“產品型號”下拉箭頭,選中要測量的型號,點擊確定即可選中該規格的產品型號。然后可以通過“開始測量”使用。
4測量啟停
點擊的“菜單欄”中的“采集開始”按鈕,開始進行測量,測量數據顯示在數據展示區域;同時,“采集開始”按鈕變更為“采集停止”。

注:開始測量后,除了“關閉聲音”、“關閉燈光”和“關外接屏”不可用。
5大屏開關
設備支持一個LED屏(選配)。采用千兆網卡控制,可以與主機同步顯示測量數據。通過此按鈕可以控制外接屏是否顯示。
在大屏“開”時,在軟件中點擊下圖所示按鈕,可以通過軟件控制大屏開關。
6歷史查詢
主界面點擊 “設備參數”按鈕,在下拉菜單中選擇“歷史記錄回放”選項。
點擊“歷史查詢”后,出現“歷史記錄查詢窗口”
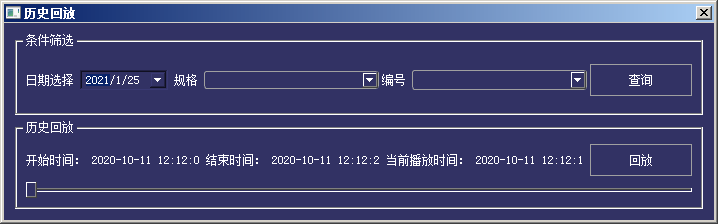
6.1 詳細查詢步驟
查詢方式1:
1) 點擊“數據回放”后,出現“歷史記錄回放窗口”
2) 輸入產品規格:這里輸入的是在“產品型號配置”時所寫的“類型名稱”。
點擊查找日期,會查詢出這一日期測量的所有數據。
3) 而后輸入目標根號,點擊查詢,再點擊回放,進行數據回放。
查詢方式2:
1)點擊“歷史記錄查詢”后,出現“歷史記錄查詢窗口”。
2)選擇日期、規格和根號后,點擊查詢,所有數據列表展示。
7報警開關
如果測量值不在該產品型號配置范圍內,則聲光報警,提示產品超差。上超差,紅燈亮;下超差黃燈亮。
當產生報警信號時,可以通過點擊“聲音告警”按鍵關閉聲音報警,但不會影響報警燈指示。
8數據校準
設備在出廠時,已經根據機械結構、框架特點以及光路進行了最優化配置。但是長時間運行一些年后,難免出現由于結構形變、器件老化等原因,導致測量數據的偏差,在出現測量偏差情況下,請安裝校準支架,并放置標準棒,對測量數據進行校準。
校準入口如圖:

校準主窗口如圖:
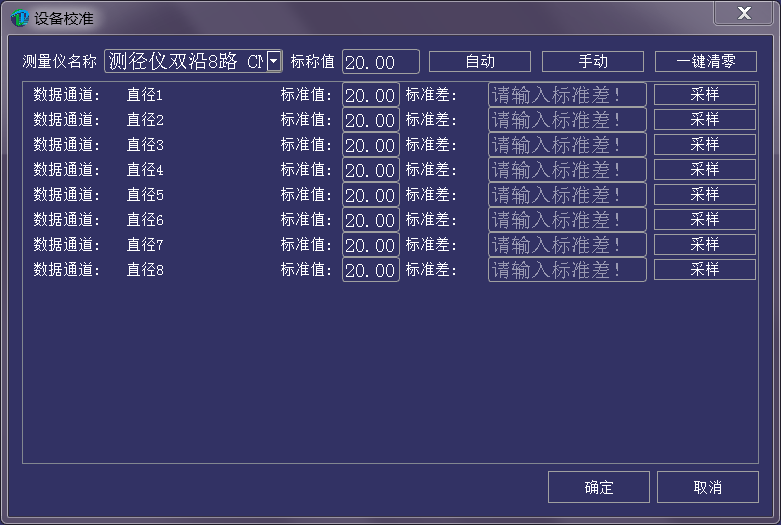
程序支持兩種校準方式:自動、手動。
自動校準:程序自動采集每個通道的測量數據,并根據設定的標準值,自動計算標準差,填入到標準差窗口,確定后程序生效。
手動校準:手動校準模式下,用戶也可以通過每個通道后面的“采樣”按鈕,采集計算出標準差,不同點是,用戶可以在標準差窗口輸入標準差,確定后用這個標準差進行校準。
9電機控制
如果您購買的設備,支持通過電機控制升降,可以在主界面進行遠端手動升降開關。

10設備監控
設備若具有實時監控功能,在主界面左下角顯示監控狀態和鏡頭潔凈度狀態。

根據監控的提示進行相關異常處理即可。
11退出軟件
選擇“用戶管理”菜單下“退出”,點擊即可退出軟件。

